Shandong Tonglida Heavy Industry Machinery Co., Ltd. is a
professional company that produces and manufactures a variety of
water treatment equipment, national “high-tech enterprises”,
national “an enterprise and a technology innovation enterprise”.
Our company is a member of the Water Treatment Association,
providing various water treatment equipment and solutions to meet
the requirements of different industries. Our company has many
patented technologies and soft writings of scientific and
technological research results. Its the internship base of Shandong
University of Science and Technology. ISO9001 quality system
certification has been passed by our company.
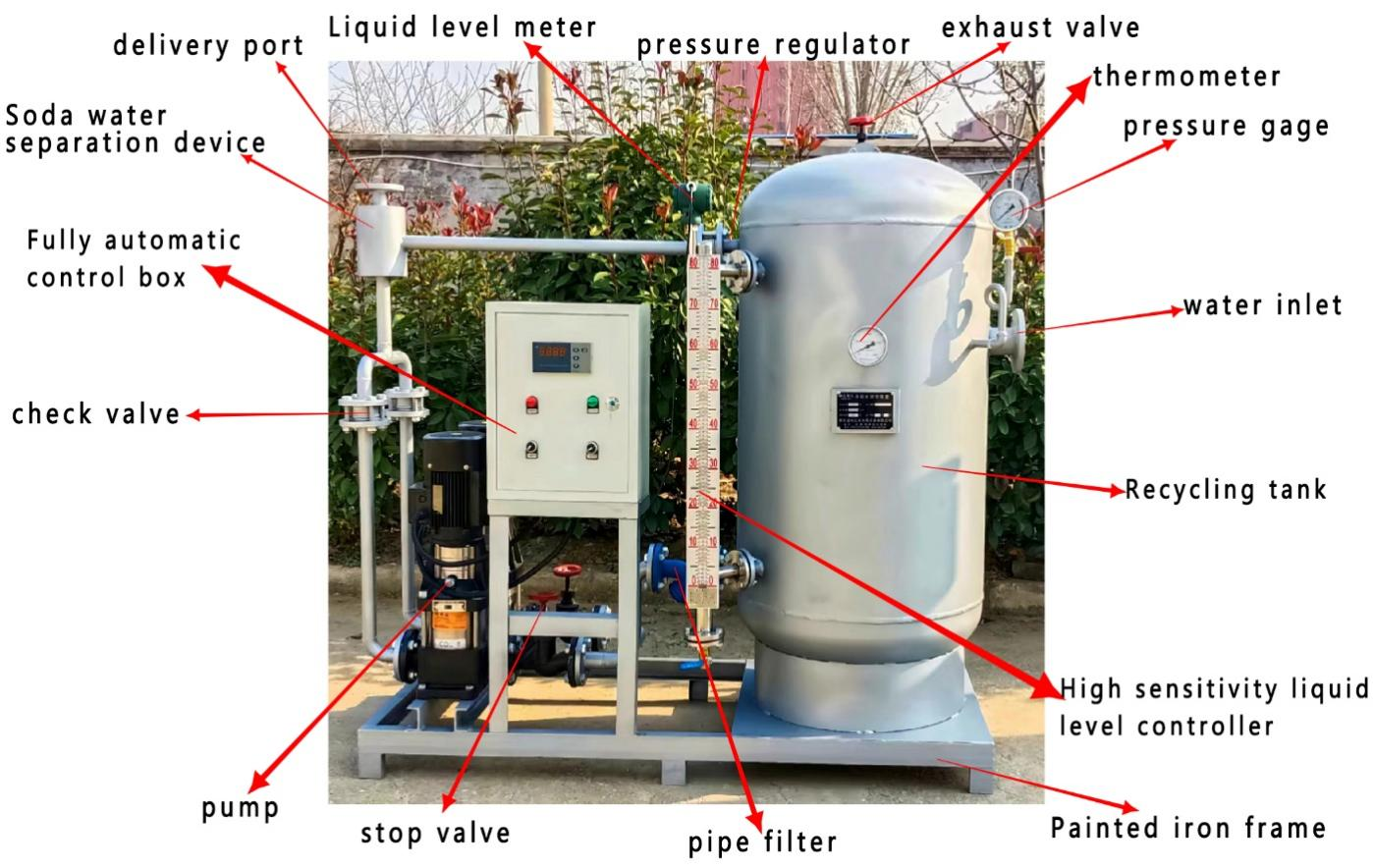
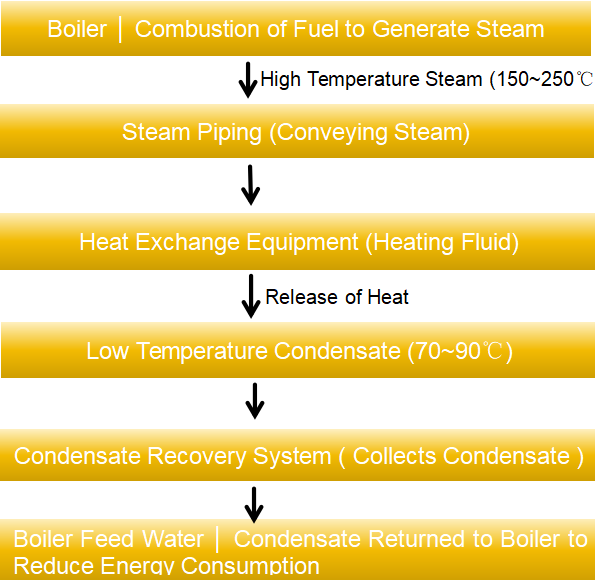
Our company's main products are: Condensate Recovery Devices,
Reverse Osmosis Equipment, Industrial Sand Filter, Fully Automatic
Water Softener, Water Supply Equipment, Chemical Dosing Device, Air
Compressor Heat Recovery, Water Treatment Accessories, Container
Flipper, Container Loading And Unloading Machine, Truck Flipper,
Electric Transfer Cart, Electric Weight-bridge, Mobile Loading Dock
Ramp etc.
Our products are known for their reliable performance, easy
installation, competitive pricing, and have been widely
promoted and applied domestically and internationally.
We undertake complete sets of water treatment engineering
design, manufacturing, installation, service, training, etc.
Our mission is to lead the industry with cutting-edge water
treatment technology to help our customers meet their toughest
water quality challenges.
Our vision is to create a clean, safe world where future
generations can enjoy pure water.
Our enterprise purpose is to "continuously improve product quality
and provide excellent after-sales service." We are committed to
offering advanced technology, high-quality products, reasonable
prices, and satisfactory services. We sincerely look forward to
cooperating with you.